
Tänään siirrymme kaukaiseen Barnauliin korupajaan, missä Timothy näyttää sinulle mahdollisimman yksityiskohtaisesti, kuinka renkaan erityinen faniversio luotiin AlexGyver-kanavalle.

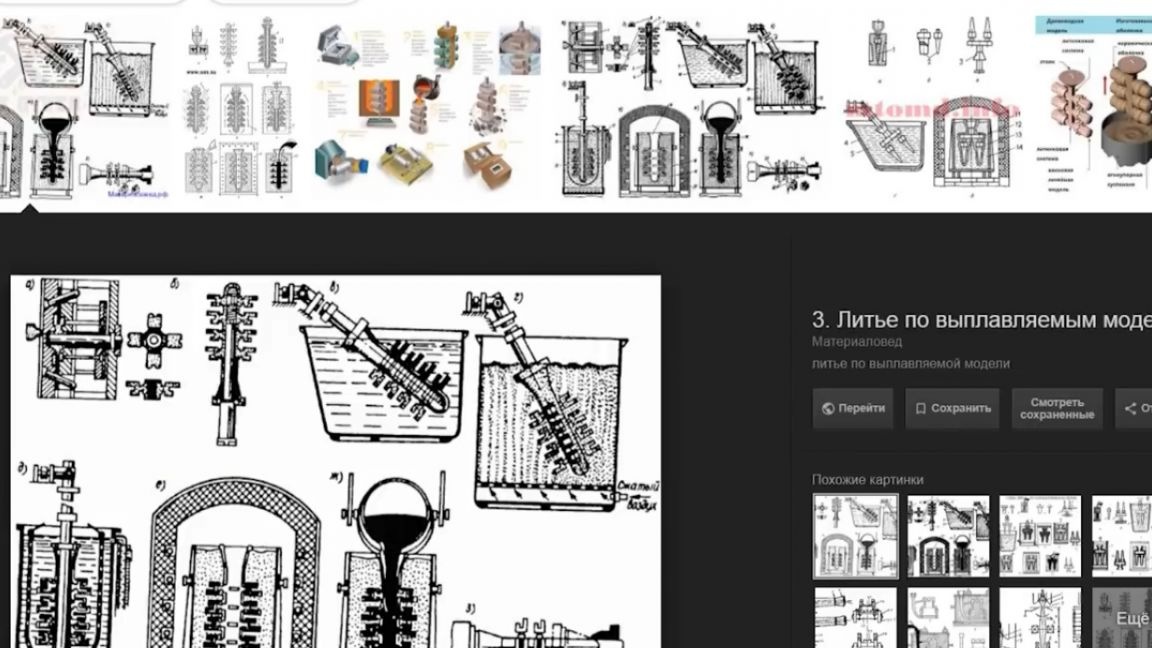
Yleisin valmistusmenetelmä polvikorkoissa on vahan menettänyt vahavalu. vastaavasti malli ensin vahasta, ns. vaha, ja sitten muotti valmistetaan siitä. Vahojen valmistukseen käytettiin ostettuja koruvahoja mallinnukseen. On helpompaa aloittaa työskentely vahapaloilla, jotka voidaan tehdä ympyrästä, joka saadaan kaatamalla vahaa kalvoarkkiin.

Juomaraudalla varustettu vaha levitetään renkaalle tarvittavan halkaisijan omaavaan metallisormeen. Sormi kääritään kalvoon vahan poistamiseksi tulevaisuudessa helpommin.
Vahaveistämiseen käytetään etuhampaita, Timothyssa ne ovat kotitekoisia. Leveä ja litteä suuren määrän materiaalin poistamiseksi ja muodon luomiseksi, neula hienoa työtä ja kaiverrusta varten sekä putkimainen leikkuri-lusikka yleistyöhön ja vahan kerrostumiseen, jotka näytetään myöhemmin.


Työkappaleen käsittelyjärjestys on seuraava: ensin poistetaan vahan nousun ylimääräinen paksuus. Siruja käytetään edelleen mallintamiseen, mallin rakentamiseen siellä missä sitä tarvitaan. Ja sitten alkaa itse vahaveisto, kirjainten ja kuvion merkitseminen. Kuten tiedät, tämä on taidetta, ja jos sitä ei anneta sinulle, niin mikään ohje ei auta. Ruiskuvalu ja mallinnus ovat luovia prosesseja, mutta samalla moderni tekniikan aikakaudella tämä vaihe voidaan ohittaa tulostamalla malleja 3D-tulostimella.



Kun kuvan ja kirjainten merkinnät tehdään, viivat syvenevät vähitellen ja ylimääräiset fragmentit poistetaan taustasta. Ja määrittelemättömän ajan kuluttua mallista tulee samanlainen kuin mitä voit nähdä kanavan kirjoittajan AlexGyverin sormella. Sitten raudasormi poistetaan, myös folio. Seuraava on valinnainen menetelmä muotin ottamiseksi mallista. Muotin avulla voit nopeasti valmistaa vahaa ja kopioida mallin esimerkiksi faneille. Mutta samaan aikaan, jopa yhden tuotteen valmistuksessa, yksi vaha tarjoaa yhden muotin, ja jotta ei ruuvatta sitä, voit myös tehdä vaikutelman joka tapauksessa. Näin se tallennetaan peliin tai ohjelmaan.
Malli kaadetaan nestemäisellä kumilla, esimerkiksi PentElast-718, joka toimii epoksina ja kovettuu, kun katalyyttiä lisätään. Muotti vaikutelman luomiseksi on tehty plastiliinista. Pienten osien siirron parantamiseksi vaha myös päällystetään varovasti kumilla ja upotetaan sitten muottiin. Kovettumisen jälkeen jälki puhdistetaan ja kaikki puretaan, jälki leikataan.



Nyt vahaa voidaan kaataa uudelleen muottiin sulattamalla ja valssaamalla se suoraan juotosraudalla. Ja saat toisen mallin, joka tietysti vaatii hieman parannusta, mutta joka tapauksessa se on satoja kertoja nopeampi kuin uuden leikkaaminen. Muuten, muotista saatua kopiota käytetään metallirenkaan valmistukseen. Muotin valmistelu alkaa. Kaapeli kiinnitetään lankapalalle pehmeän vahan tai plastiliinin pallonpuoliskolla. Myöhemmin muotissa niistä tulee kanavia metalliporteille. Tämän renkaan tapauksessa niiden halkaisijan tulee olla enintään 1,5 mm. Valu on pitkä ja energiaa kuluttava prosessi, joten useita muotoja kaadetaan kerrallaan ja jokaisessa useita malleja.



Kulmasta, jossa on sulaa vahaa, vaha levitetään kuusille niiden yhdistämiseksi. Tämä on välttämätöntä höyrytetyn metallin oikean virtauksen ja kiteytymisen varmistamiseksi. Seuraava on muotoiluprosessi (tai muovaus). Tuloksena oleva valimopuu on pestävä lialta ja rasvalla ja kiinnitettävä teräsputkeen, jossa se täytetään tulenkestävällä kipsiä. Putki on kehys, sitä kutsutaan pulloksi.
Mallit pestään orapihlajan tinktuurassa, saippualla ja sitten puhtaassa vedessä. Peiteteipillä putken seinät nousevat. Kipsi kasvatetaan ohjeiden mukaisesti.
Ei riitä, että vain täytetään se, sinun täytyy poistaa kaikki kuplat kokonaan siitä, muuten sula metalli täyttää ne ja tuote peitetään sitten joukolla pieniä palloja, joita ei voida poistaa kaikkialta, ja mallin kuva vaurioituu.

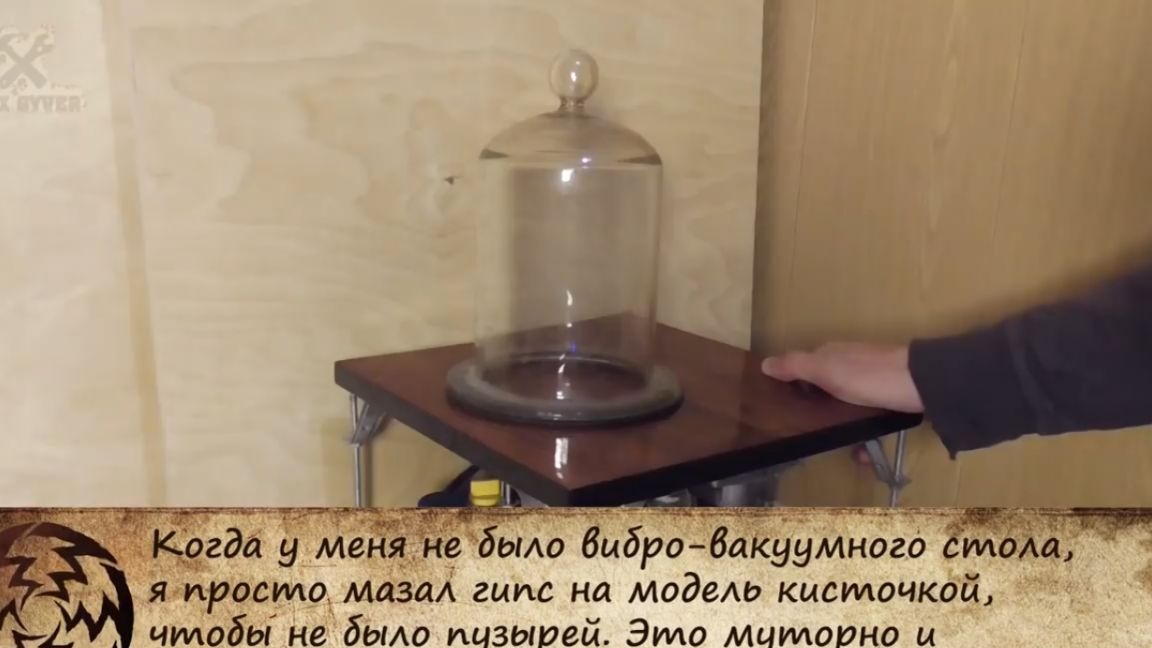
Pumppu pumppaa ilmaa konepellin alapuolelta ja työtaso värisee moottorista eksentrillä. Siten kaikki kuplat kaadetaan ja puhalletaan pois kipsistä. Kipsi sekoittuu ajoissa, koska prosessi on ankarasti rajoitettu. Laasti ei ole vain lika, joka kuivuu. Vaivaamalla se on nestemäistä ja kaadetaan kuin kefiiri, mutta 8-10 minuutin kuluttua se kovettuu, koska siinä tapahtuu kemiallinen reaktio. Jos sekoitat sitä edelleen tässä tilassa, se pysyy yleensä puurona ikuisesti.
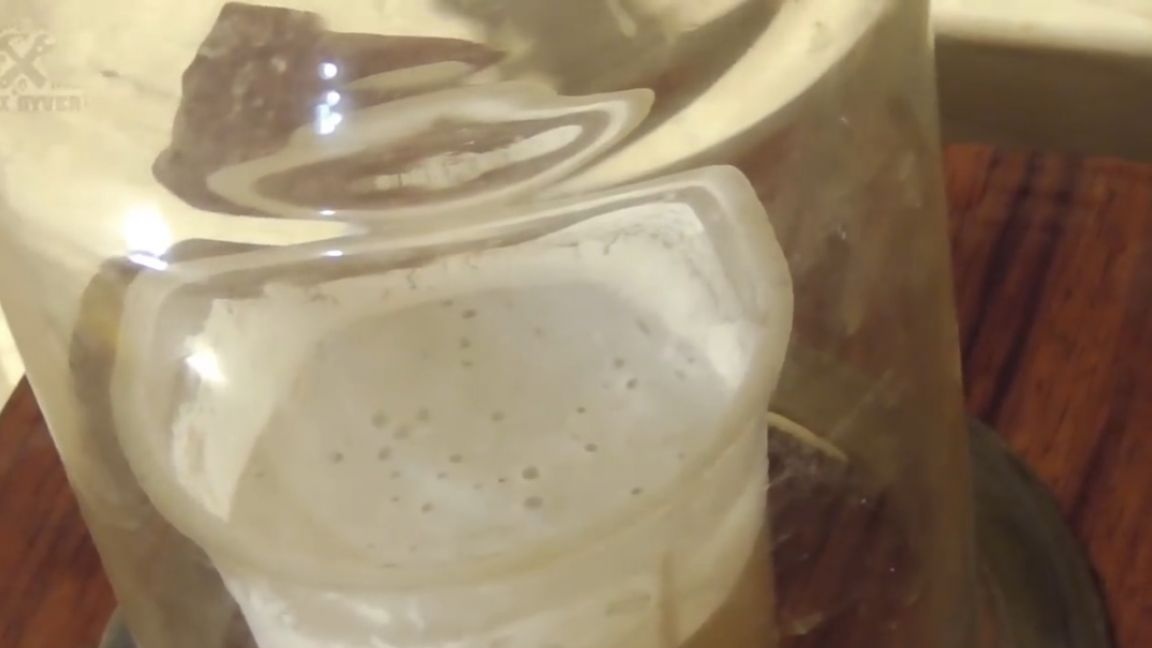
Alipaineessa kipsi kiehuu, ilmaa tulee siitä. Ensin erä itse evakuoidaan, sitten se kaadetaan pulloihin ja tyhjiö. Kaikki tämä on tehtävä 8 minuutissa. Pullossa kipsi taas kiehuu ja nousee, ja tätä varten tarvitsemme teippiä. Kolvi kaadetaan yläosaan ja kipsi voi alkaa valua. Tunti tai kaksi muovauksen jälkeen kipsi on jo kiinteä, se voidaan käsitellä mekaanisesti.
Pullot tulostetaan, teippi poistetaan, tarvike on plastiliinia ja lanka vedetään ulos. Tämä avaa malliin johtavat kuuset. Leikkauskaarat ovat jo suorittaneet tehtävänsä siirtäen muodon kipsiin. Siinä kaikki, ei ole paluuta takaisin, vahamalli on muuttunut vahapelliksi, nyt sinun on poistettava vesi lomakkeista, se on melkein kolmasosa painosta.
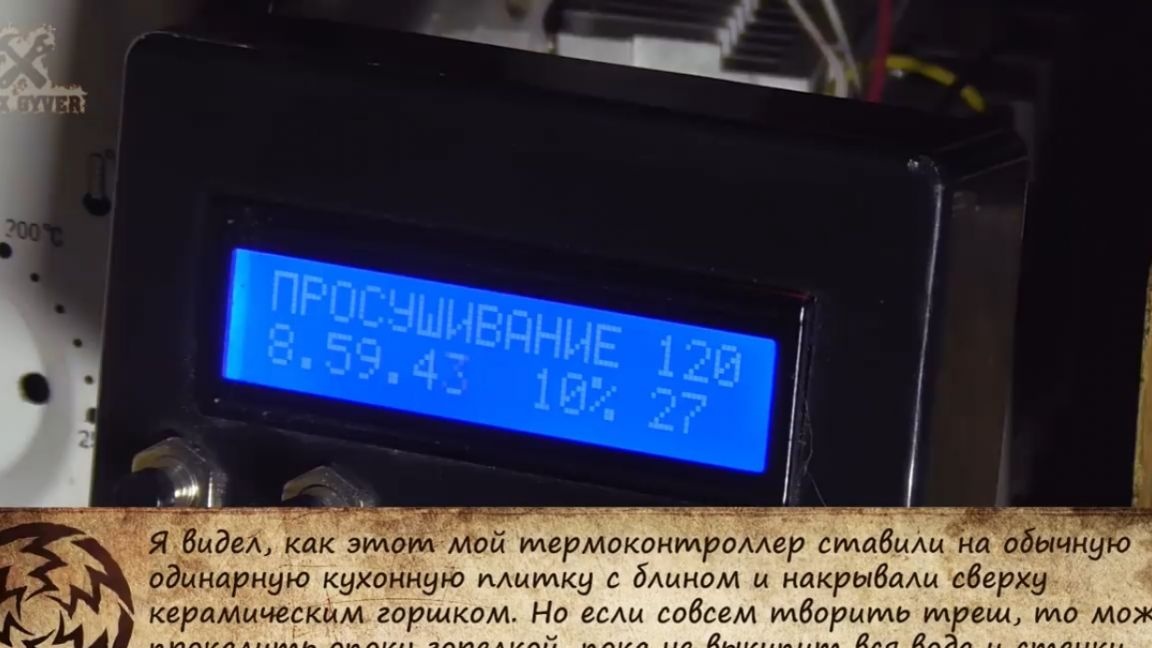
Muodot ovat nyt erittäin raakoja, niitä ei tarvitse vain kuivata, vaan kalsinoida niin, että kaikki vesi tulee pois kipsikidehilasta. Tätä varten uunin tulisi nostaa lämpötila vähitellen 730-750 asteeseen ja laskea sitä sitten hieman ennen valamista. Tämän tekee lämpötilansäädin. Laskenta lämpötilansäätimen valvonnassa kestää 9 tuntia.

Valu suoritetaan inertin paineessa ja muoto kiinnitetään erityiseen korkean teknologian laitteeseen. Mitä tahansa hopearomua käytetään metallina ja se sulatetaan tavallisella polttimella.
Säännöllinen boorihappo (myydään apteekissa) lisätään kuumaan metalliin. Siitä tulee öljykalvo, joka peittää metallin ja suojaa sitä hapettumiselta, imee kuonan ja puhdistaa sulan, yleensä suorittaa samat toiminnot kuin tavanomaisessa juotossa. Boorihappo muuten tuottaa vihreän liekin.


Seuraavaksi luotettavuuden vuoksi on toinen flux - tämä on natriumtetraboraatti (alias borax), tekee kaiken samalla tavalla kuin normaalin flux pitäisi tehdä.Sulava metalli sekoitetaan titaani-puolan kanssa. Muuten, metalli ei kaadeta kuusen päälle yksinään, koska pintajännitysvoima, joka rullaa sen elohopeapalloksi, estää sitä valumasta valujärjestelmän ohuelle käytävälle. Tätä varten ne tehdään ohuiksi, jotta metalli on mahdollista sulattaa ja valmistaa ja vasta sen jälkeen täyttää koko massa kerralla.
Seuraava on ruiskuvaluprosessi, jossa hitausvoima tukkii metallin muotin sisällä. Huolimatta siitä, kuinka hullu voi näyttää, tätä menetelmää todella harjoitetaan tähän päivään saakka, vaikka mestarit mieluummin käyttävätkin enemmän kiinteitä karuselli-asennuksia. Esimerkiksi hammaskroonit kaadetaan sellaisiin ja kaikki ovat onnellinen. Metalli kiteytyy paineen alaisena - tämä antaa sille parhaat ominaisuudet. Seuraavaksi valu poistetaan ja puhdistetaan kipsistä.
Jatkamme valun käsittelyä. Kun kuusat on purettu tai sahattu pois, valu on poltettava punaisella kuumana metallin jännityksen lieventämiseksi ja muotin puhdistamiseksi noesta. Kuumennuksen jälkeen valu upotetaan ruokakaupan tavallisen sitruunahapon liuokseen ja koko keitetään polttimella. Sitruunahapon kiehuessa se toimii kuin todellinen happo - se syövyttää ja huuhtelee ylimääräisen metallin, hopea muuttuu valkoiseksi.

Aloitamme käsittelyn poralla, jolla on karkea hiomakangas - 600, ja siirrymme kohti viljan vähenemistä. Valussa ilmeni vika - on aika, se on suljettava hopeajuotteella. Tuote asetetaan tulenkestävälle laatalle, juotospaikka tulipalon alla peitetään liuoksella, jossa on sama booraks ja boorihappo. Sula tekee valkoisesta pinnoitteesta, joka sulatuksen jälkeen antaa puhtaan juottamisen.

Ohut titaanihihna (sitä kutsutaan siitä) kaappaa ja leikkaa paikoille leikattu pala hopeapuodista, jonka hopeapitoisuus on 72%.

Tätä seuraa kiillotus pinnan kiiltäväksi saamiseksi, ja sitten suoritetaan pimennys tai hapetus, keinotekoinen vanhentamisprosessi rikkihapon liuoksessa.
Ripaus jauhetta sulaa, kunnes se puhkeaa, sitten se täytetään vedellä ja kuumennetaan kiehuvaksi. Tuloksena olevassa liuoksessa hopean mustat sekunnissa.

Rengas on valmis. Näin alkuperäisestä vahamallista tuli kiiltävä hopearengas.
Kiitos huomiosta. Nähdään pian!
videot: