

Tämänpäiväisessä artikkelissa tarkastellaan tekniikkaa, jolla valmistetaan hyvä vahva veitsi Damaskoksen teräksestä. Veitsi on luotu perinteiseen tyyliin, eli takomalla. Täällä tarvitset tulisija, alasin, vasara ja paljon kärsivällisyyttä.
Damaskoksen teräksen piirre on se, että sen valmistuksessa sekoitetaan erilaisia metalleja takomalla. Ensin valmistetaan levyt, hitsataan, kuumennetaan ja työkappale kierretään kaiken tyyppisten metallien sekoittamiseksi.
Koska veitsi voi vaarantaa terveyden, sitä ei tule antaa epävakaan psyykkisen ihmisen käsiin.
Materiaalit ja työkalut veitsen valmistukseen:
Materiaaleista:
- vähintään kahden luokan teräslevyt (on suotavaa käyttää korkeaa hiilipitoisuutta omaavaa terästä, niin se voidaan kovettua hyvin. Tekijä käytti kahta terästyyppiä, nämä ovat 1095 ja 15n20);
- flux (booraksia tarvitaan, sitä voi ostaa rautakaupasta);
- pitkä sauva (tarvitaan, jotta työkappale voidaan hitsata uunissa kuumentamiseksi);
- minkä tahansa puun välillä;
- epoksiliima (mieluiten kuivuu nopeasti);
- messinki niitit;
- pellavaöljy tai muu puun kyllästäminen;
- kasviöljy teräksen karkaisemiseksi;
- ferrikloridi.

Työkaluista:
- alasin (mieluiten todellinen suuri alasin. Ääritapauksessa raidekappale, kelkkavasara ja muu);
- vasara (tekijää käytetään poikittaisen iskimen kanssa, joka painaa 1,3 kg);
- hitsaus (hänen on helppo hitsata levyt toisiinsa ja kiinnittää liitososat, mutta jos ei, voit käyttää lankaa);
- seppä sepän valmistusta varten (sen lämpötilan on oltava melko korkea, jotta levyt sulavat yhteen);
- hiomahiomakone (voit käyttää tiedostoa, mutta se vie paljon voimaa ja kärsivällisyyttä);
- uuni (tai muu sovittaminen metallin lämmittämiseksi karkaisua varten);
- porakone tai pora;
- Vise (erittäin hyödyllinen prosessissa.


Veitsen valmistusprosessi:
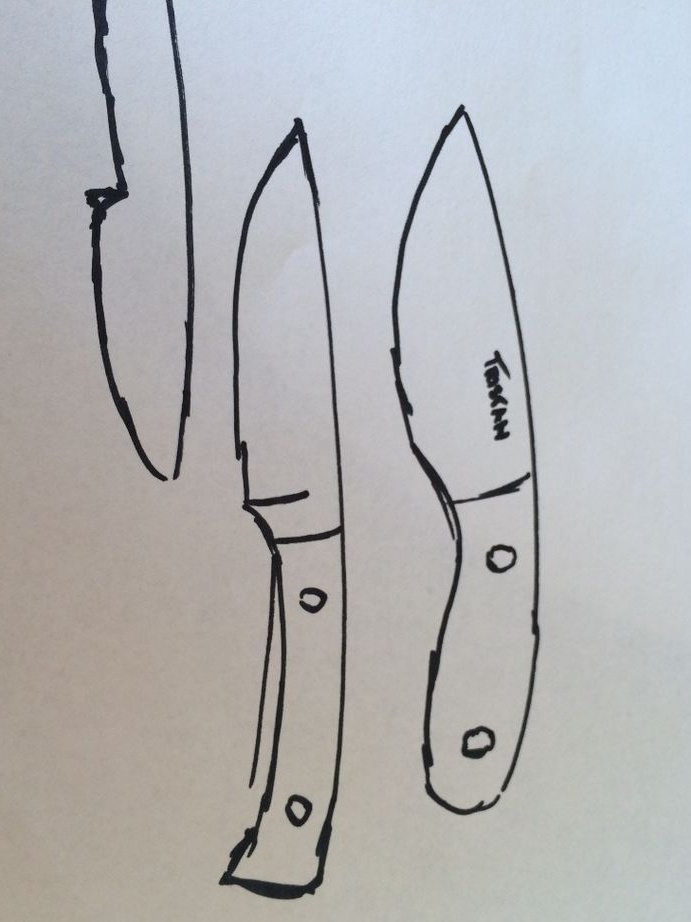
Ensimmäinen askel. Keräilyaiheita
Tässä vaiheessa kirjoittaja laatii aihioita. Levyt on leikattava halutulle pituudelle, tekijälle se on 7,6x1,2 cm. On tärkeää ottaa huomioon, että mitä suurempi työkappale, sitä vaikeampi on veitsen väärentäminen. Alustavat hitsauspaikat on puhdistettava huolellisesti ruostukselta ja vaa'alta. Levyt pinotaan vuorottelevilla metalleilla.



Yhteenvetona voidaan todeta, että vahvistuskappale on hitsattava työkappaleeseen niin, että se voidaan sijoittaa uuniin. Tietysti raudoituksen hitsaamisen sijasta työkappale voidaan vetää ulos pitkillä kahvilla.
Vaihe toinen Lähetämme työkappaleen uuniin
Nyt työkappale lämmitetään ja taotaan ensimmäisen kerran. Horn-kirjailija teki kotitekoisia kaasusylinteristä. Sisältä se on viimeistelty tulenkestävällä sementillä ja koolinvillalla. Koska tulisija on kooltaan pieni, se lämmitetään helposti haluttuihin lämpötiloihin.





Metalli on lämmitettävä kirsikanpunaiseksi, uuttamisen jälkeen se on ripotettava välittömästi ruskealle vaahdon poistamiseksi ja vuorovaikutuksen estämiseksi hapen kanssa. Erityisesti sinun on yritettävä täyttää booraksi levyjen rakojen välillä, joten metalli sekoittuu hyvin ja on mahdollisimman homogeeninen. Tämä toimenpide on suoritettava useita kertoja, tarvittaessa poistamalla vaaka.
Lisäksi työkappale lämpenee taontalämpötilaan, tekijän mukaan tämä on alueella 1260-1315 noinC. Metallin tulisi muuttua kirkkaan keltaiseksi tai oranssiksi. Ennen työkappaleen poistamista sinun on varmistettava, että käsillä on jo alasin ja vasara, koska metalli jäähtyy ja et voi menettää aikaa.
Seurauksena on, että takomalla työkappale venytetään, jotta se voidaan taivuttaa.
Vaihe kolme Sekoitetaan terästä
Tässä vaiheessa työkappale kuumenee monta kertaa ja soveltuu taontaan, mitä enemmän kertaa tämä tehdään, sitä paremmin metalli sekoittuu. Ensinnäkin, työkappale on taottava siten, että siitä tulee kaksi kertaa niin pitkä kuin se oli. Venytä metallia mahdollisimman tasaisesti. Sitten keskeltä tehdään taltalla lovi ja työkappale taitetaan puoliksi. Sen jälkeen se lämmitetään uudelleen ja taotaan, kunnes molemmat levyt muuttuvat homogeenisiksi. Kaiken kaikkiaan tekijä taitti metallin 4 kertaa, saaden lopulta 112 kerrosta.
Sidottaessa useita kerroksia on tärkeää käyttää aina ruskeaa ja puhdistaa vaa'asta.



Kerrosten laskentakaava on seuraava: alkusumma * 2 taivutusten lukumäärässä, ts. 7 * 2 ^ 4 = 112).
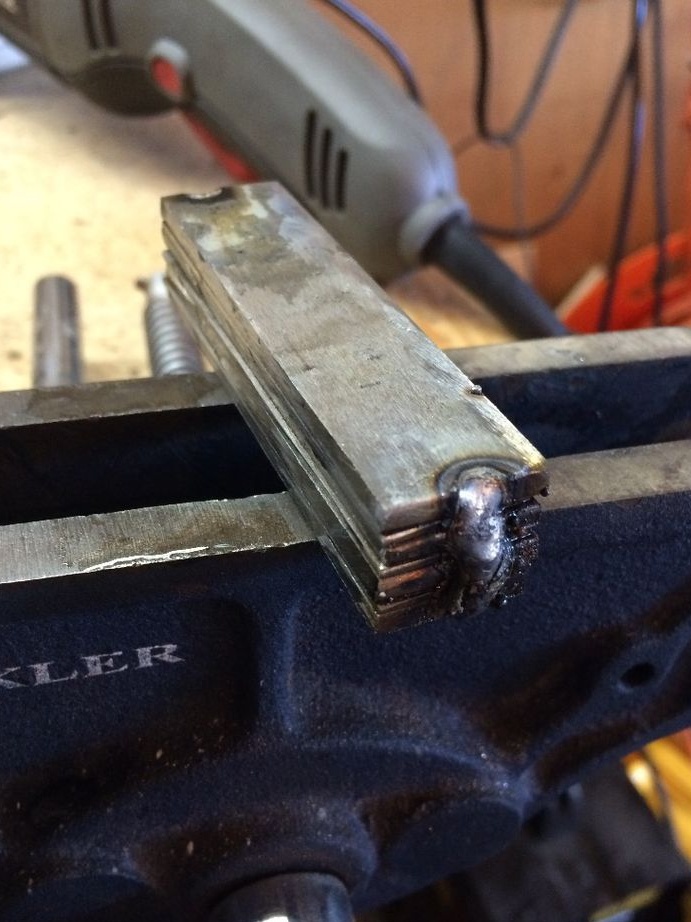
Lopussa työkappale lämpenee jälleen taontalämpötilaan, työnnetään reunalla alasimen uraan ja kierretään spiraalin muodossa. Sitten tämä kierre on jälleen muotoiltava suorakaiteen muotoiseksi. Yhteenvetona voidaan todeta, että kerrokset ovat homogeenisia poistamalla yhden tai useamman työkappaleen reunan.
Vaihe neljä Pääprofiilin taonta
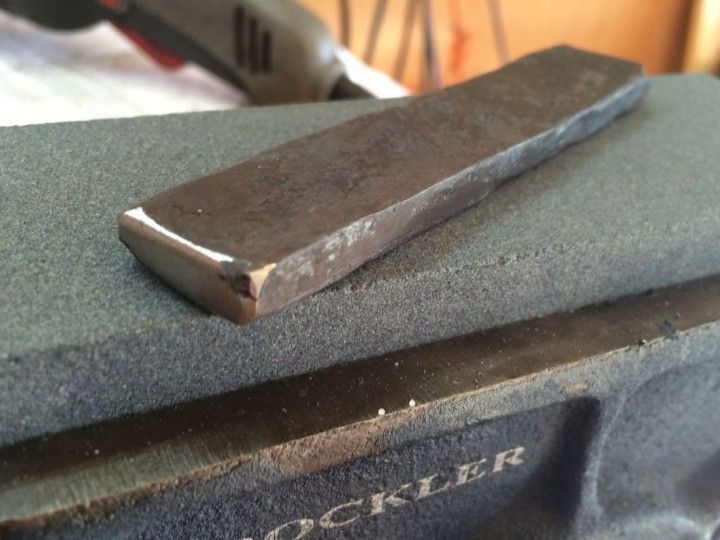
Tässä vaiheessa kirjoittaja muodostaa pääveitsen profiilin takomalla. Tässä vaiheessa voit myös asettaa veitsen viistot, jotta myöhemmin joudut työskentelemään vähemmän hiomakoneessa tai viilassa, mikä jälkimmäisessä tapauksessa on hyvin surullinen.


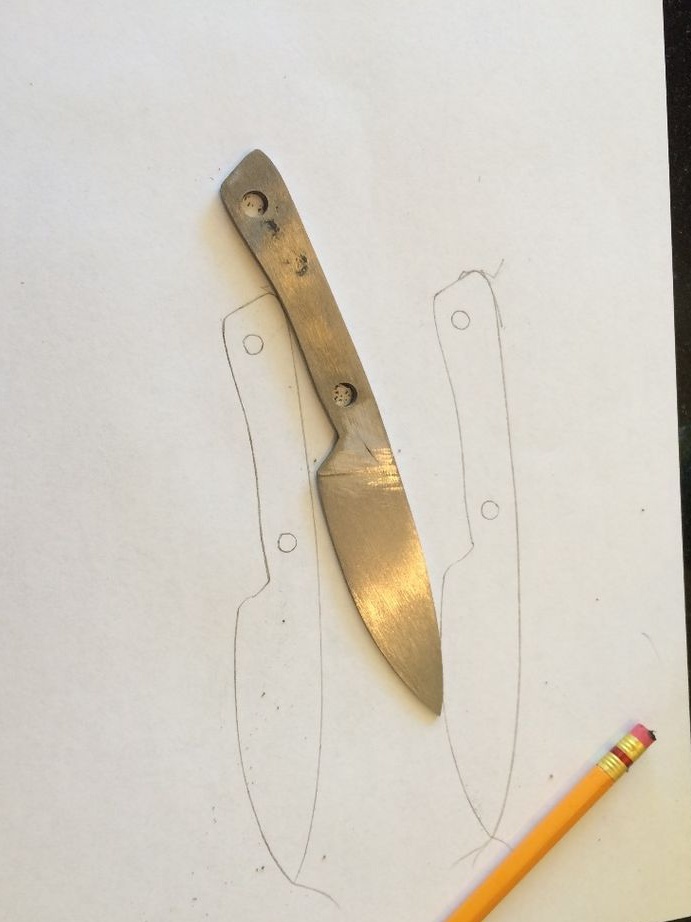
Vaihe viisi Hioma profiili
Jos sinulla ei ole hiomakonetta, tarvitset paljon aikaa ja vaivaa tämän vaiheen suorittamiseen. Täällä tarvitset tiedoston ja hiomakoneen.








Poraa reiät kahvan kiinnittämiseksi työkappaleeseen kohti hionnan loppua. Vielä täällä, jotkut yksityiskohdat on viimeistelty hiomalaikalla 400. Sinun on myös terättävä ensin veitsi, mutta sinun ei tarvitse tehdä siitä terävää, koska se voi vinoutua kovettumisen aikana.




Vaihe kuusi Metallin karkaisu
Karkaisu on erittäin tärkeä hetki veitsen valmistuksessa. Tulevan terän lujuus riippuu siitä, ja jos tekniikkaa rikotaan, työkappale voidaan pilata kokonaan. Ensinnäkin teräs tulisi vapauttaa niin paljon kuin mahdollista. Tämä tehdään siten, että metalli ei johda sammutuksen aikana eikä terä vääntyä. Metalli vapautetaan useita kuumentamalla lämpötilaan, jossa teräs ei enää houkuttele magneettia. Kaiken kaikkiaan tällaisten lämmitysten tulisi olla 3 - 5. Teräksen tulee jäähtyä vähitellen ulkona.



Sen jälkeen teräs voidaan kovettaa. Se kuumennetaan jälleen kriittiseen lämpötilaan ja lasketaan sitten lämpimäksi öljyksi.Korkeahiilistä terästä ei tarvitse sammuttaa vedessä, koska se jäähdyttää metallia liian nopeasti ja hajoaa.
Kovettumisen jälkeen teräs on annettava irti, jotta se ei ole hauras. Tätä varten työkappale asetetaan uuniin, jonka lämpötila on 205 astetta, ja kuumennetaan tunnin ajan. Sitten hänen on annettava jäähtyä vähitellen.
Seitsemäs vaihe. Terän etsaus
Etsaamalla terä saa luonteenomaisen kuvion. Koko tämä tapahtuu kemiallisesti ilman sähkön käyttöä. Ferrikloridi tulisi valmistaa ohjeiden mukaan, kirjoittajalla on kolme osaa vettä ja yksi osa ferrikloridia. Ikääntyminen kestää vain 3–5 minuuttia.


Vaihe kahdeksan. Keräämme kahvan ja teroitamme veitsen
Veitsien kahvojen valmistukseen on olemassa paljon tekniikoita. Voit käyttää erityyppisiä puuta, eläinten sarvia, luita, muovia ja muita materiaaleja. Kirjailija päätti käyttää kirsikoita ja messinki-niittejä näihin tarkoituksiin, ja kaikki on kytketty klassisesti epoksiliimalla. Lopuksi voidaan todeta, että kynä kiillotetaan 400 jyvällä ja liotetaan sitten huolellisesti pellavaöljyssä.


Lopussa veitsi on vain teroitettava. Kirjailija käyttää tavallisia säveliä sellaisiin tarkoituksiin. Mutta terän saattamiseksi täydellisyyteen voit käyttää vesikiveä, pienentämällä vähitellen raekokoa.




Veitsen kokonaispituus oli noin 15 cm.