


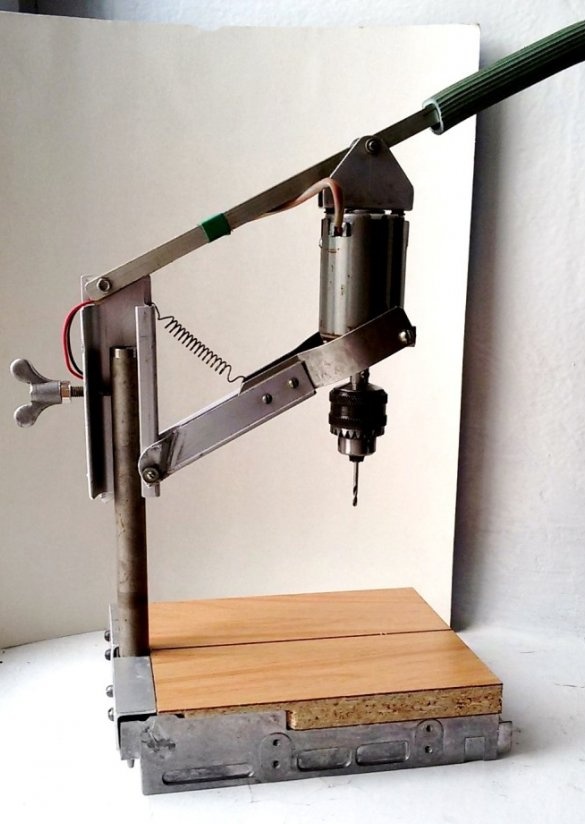
Ehdotetaan pienen porakoneen valmistamista, joka on hyvin yksinkertainen. Sen valmistuksessa kuvio-osia ei tarvita - tarkkoja ohjaimia, vierintälaakereita, liikkuvia mekanismeja. Jos kotitaloudessasi on pieni instrumenttimoottori, jonka akselilla on poranistuki, voit aloittaa työn. Valmistamme koneen improvisoiduista materiaaleista. Komponenttien kansiä ei ole vaikea löytää.
Suunnitteluominaisuudet.
Tätä konetta on helppo valmistaa, mutta sillä on joitain rajoituksia. Sen rakenne on suunniteltu reikien poraamiseen jopa 10 mm syvyyteen. Koneen kyky porata halkaisijaltaan ja jalostettava materiaali riippuu käytetyn sähkömoottorin ominaisuuksista (teho, akselin pyörimisnopeus).
Poraussyvyyden rajoitus liittyy poran käytön jousituksen suunnitteluun. Laite perustuu saranoituun rinnakkaissuunnitelmaan. Kaksi pystysuuntaista, pituudeltaan samanlaista ja vastakkaisia linkkejä samansuuntaisesti, tämä on sähkömoottori ja jousituksen perusta. Loput kaksi yhtä suurta ja vastakkaisia linkkejä ovat yhdistäviä elementtejä. Kuten tiedät, tässä mallissa vastakkaiset linkit ovat yhdensuuntaiset kaikissa suuntaissuuntaisten linkkien pyörimissuunnissa. Siksi sähkömoottorin ja poran yhteinen akseli (rinnankäyttöisten elementtien täsmällisessä valmistuksessa) on aina yhdensuuntainen kiinteän jalustan akselin kanssa ja kohtisuorassa konepöytään nähden.
Vertailun vuoksi rhomboidi on suuntakuvio, jossa vierekkäisten sivujen pituudet ovat erilaiset ja kulmat eivät ole suoria.
Koneen asennus ja työskentely.
Pöydän suuntaisten yhdyslinkkien sijainti pidetään nolla-asennona. Kun työstät osaa koneella tarkkuuden lisäämiseksi näiden linkkien sijainnin tulee lähentyä vaaka-asentoa.
Tässä tapauksessa poran aksiaaliliikkeen ollessa +5 mm - -5 mm (10 mm isku) linkkien nolla-asennosta, poran säteittäinen siirtymä (rhboiditasossa) on 0,08 mm. Tämä siirtymän määrä on nivelpituudella 150 mm. Käytännössä tämä siirtymä on huomaamaton, eikä se ole kriittinen työkalun ja koneistettavan reiän kannalta.
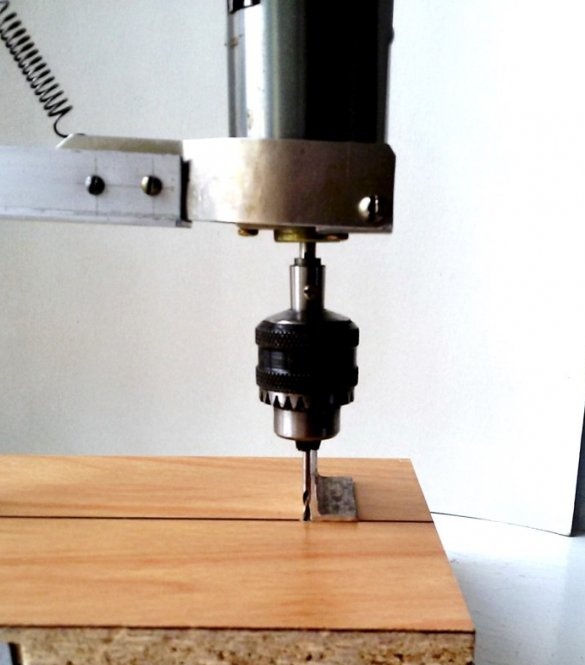
Porattaessa painettuja piirilevyjä, jopa hauralla kovametallityökalulla, jonka halkaisija on 0,8 mm, poran siirto 2 mm paksulle levylle on 0,003 mm (3 mikronia). Vertaa annettua arvoa tämän poran poikkeaman ja sijainnin kanssa, kun käsittelet levyjä käsin.
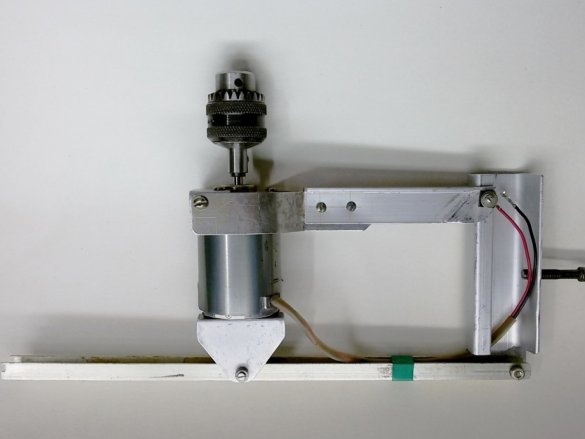
Koneen asettaminen osan kokoon, korkeuteen, tapahtuu liikuttamalla nopeasti konetelinettä pitkin manuaalisesti, jousituksen alustaa ja kiinnittämällä se peukaloruuvilla. Jousituksen pohjan nosto- ja kiinnityskorkeus määritetään visuaalisesti nolla-asennon (piirretty jousituksen pohjalle - viimeinen kuva) riskistä koskettaessa osaa poran kärjellä. Porattaessa erilaisia levyjä, joiden paksuus on 1 ... 3 mm, korkeuden säätöä ei tarvita.
Muita suunnittelun etuja.
Kyky asentaa suurikokoisia levyjä (poran tarkkuuden kasvaessa poran tarkkuus kasvaa).
Kun vapautetaan kahva, porauksen lopussa moottori, jossa on jousen vaikutuksen alainen pora, nousee nopeasti ylös ja taaksepäin huomattavan matkan, vapauttaen osan käsittelyalueen.
Korkeimmassa asennossa voit vaihtaa poran kätevästi nopeasti ja turvallisesti.
Uskon, että yllä olevat ominaisuudet puoltavat ehdotetun koneen valmistusta. Tämän konesuunnittelun valmistukseen käytetty aika kannattaa hyvällä tuulella lukuun ottamatta kalliiden ja niukkojen porakoneiden rikkoutumisia.
1. Sovellettavat materiaalit ja yksityiskohdat.
Sähkömoottori ja mekaaninen tai holkkituki.
Palat metallilevystä, paksuus 1,5 ... 2,0 mm.
Alumiiniprofiilin vuokraus, putki.
2. Pöydän tekeminen porakoneesta.
Ensinnäkin, sinun on päätettävä porakoneen pöydästä. Sen koko, jäykkyys ja lujuus määrittävät tarkkuuden ja helpon käytön. Pöydässä on monia erilaisia malleja. Laitteen annetussa versiossa käytetään CD-soittimen koteloa, joka odottaa kauan sen toissijaista käyttöä. Suorakulmainen kotelo, jonka mitat ovat 145 x 200 mm, valettu alumiiniseoksesta. Sillä on pieni paino, jäykkä rakenne ja tasaisuus osan alaosan kehää pitkin, mikä antaa hyvän stabiilisuuden tulevalle tuotteelle. Lisäksi tämä osa ei käytännössä edellytä ylimääräistä käsittelyä. Näistä syistä kotelo otettiin konepöydän perustana.
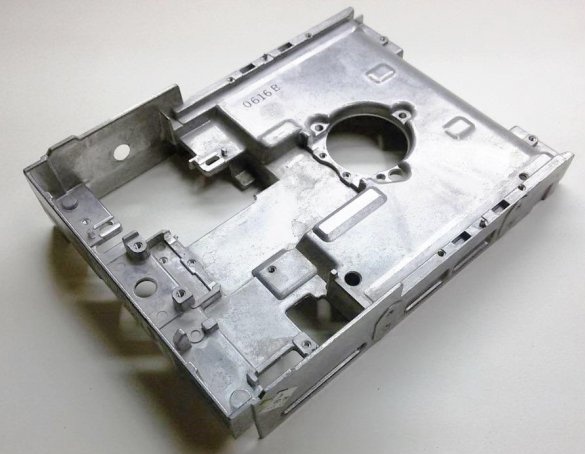
Yhden lyhyen seinän (vasemmalla olevassa kuvassa) keskellä on reikä M8-pulttiin, joka automaattisesti määrittää konetelineen asentamisen sinne.
Telineenä voit käyttää valssattuja tuotteita tai putkia, joiden halkaisija on 18 ... 25 mm.
Tarkasteltavana olevassa rakenteessa käytettiin ohutseinäisiä teräsputkia, joiden halkaisija oli 18 mm, mikä mahdollisti sen kiinnittämisen pöydälle yksinkertaistamisen.
Valitsemme M8-kierteellä varustetun pultin ja pään, jonka halkaisija sopii tiukasti putken reikään (se voi vaatia halkaisijan hienosäätöä). Ruuvaa mutteri pulttiin ja paina ne putkeen. Jalusta on valmis. Jää vielä kiinnittää se pöydälle toisella mutterilla.


Pöydän yläosaan kiinnitämme laminoidusta lastulevystä leikatun työtason työkappaleen rungon pitkin. Tällöin koneteline asetetaan lisäksi kotelon seinämän ja työtason väliin. Jatkossa kiinnitämme telineen vapaille sivuille alumiiniruudun vuorauksen. Kaikki tämä lisää asennetulle telineelle lisäjäykkyyttä.
Prosessissa tarkistamme ja tarvittaessa säädämme koneen jalustan kohtisuoraa pöytään.

3. Suspension pohjan tekeminen.
Jousitusalusta on välttämätön niveltyjen suuntaissähkömekanismien asentamiseksi koneen jalustalle. Se toimii olennaisena osana rhboboidia, kiinnittää sen telineeseen, haluttuun korkeuteen ja valittuun kulmaan pöydän reunasta. Muotoiltua alumiiniprofiilia (18 x 40 mm), joka aiemmin toimi huonekalun ovenkahvana, käytettiin aihiona ripustusalustalle.
Profiilin osan keskelle, noin kahden sähkömoottorin pituuden, porataan reikä ja leikataan M6- tai M8-lanka kiinnitysruuvin alle. Tarkistamme ripustusalustan luotettavuuden konetelineeseen.

Valmistetaan mekanismi sähkömoottorin asentamista varten
4. Alempi moottorin asennus.
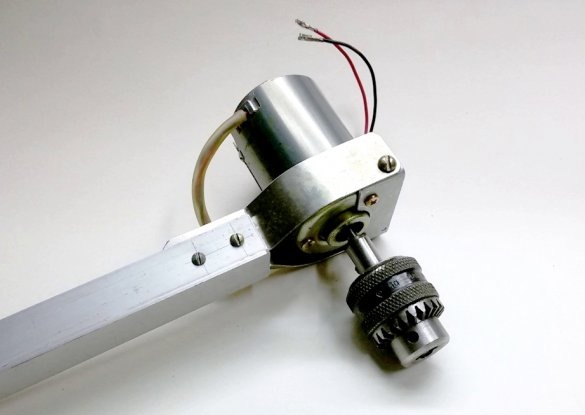
Ehdotetussa porakoneessa käytettiin tasavirtamoottoria, jossa pysyvät magneetit DC 24V, 0,7A.

Aloitamme nivelletyn suuntakuvan tuotannon pääjohdolla, joka koostuu sähkömoottorista ja sen kiinnitysosista. Käytetyn moottorin mitat voivat olla erilaisia, samoin kuin asennusreikien sijainti. Siksi kiinnikkeiden mittoja ei anneta.
Teräslevystä, jonka paksuus on 1,5 ... 2,0 mm, valmistetaan alempi moottorin pidike. Poraa koaksiaalireiät tuen sivuhyllyihin ja leikkaa M4-lanka niihin. Asenna moottorin pidike kahdella vakioruuvilla.


5. Suuntakuvan alalinja.
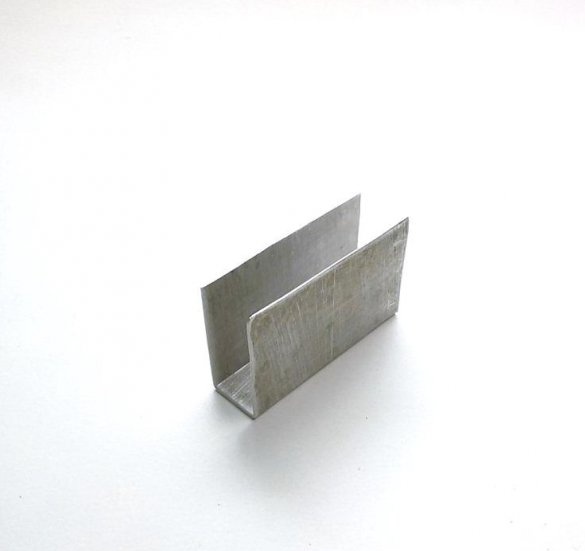
Valmistamme suuntakuvan alemman lenkin valssatusta alumiinista käsillä. Esimerkiksi ehdotetussa suunnittelussa käytettiin U-muotoista alumiiniprofiilia (20 x 20 mm), jota aikaisemmin käytettiin ikkunoiden valmistuksessa.
Alemman akselin yhdistämiseksi moottorin tukeen valmistamme 1,5 mm paksusta teräslevystä kaksi peilivalmisteista siirtymäelementtiä. Ne on liitetty tiukasti liitosprofiiliin kahdella ruuvilla (niiteillä).


6. Alavarsi moottorin tuella
Alavarsin pituus määräytyy valmistetun pöydän koon mukaan. Tässä mallissa tämä pituus (asennusreikien akselien välinen etäisyys) määritellään 150 mm: ksi. Merkitse jousen pohjaan liitettävät reiät ja leikkaa profiili haluttuun kokoon. Muodostamme tarvittaessa profiilin leikkauspuolelle uran leveyden tiukalle liitokselle leveydellä ripustuksen liitososan kanssa. Poraamme koaksiaalireikiä pitkin.

Asenna alavarsi sähkömoottorin tuella. Kiinnitämme alavarsi M4-ruuveilla moottorin tukeen varmistaen liitoksen vapaan pyörimisen. Sarana-aukon sijainti ala-lenkissä, moottorin takana, määräytyy vetoakselin suurimman mahdollisen lisäyksen perusteella, mikä lisää käsittelyn tarkkuutta.
7. Ylämoottorin asennus.
Teräs- tai alumiinilevystä, jonka paksuus on 1,5 ... 2,0 mm, valmistetaan moottorin ylempi kiinnike. Osan suunnittelu riippuu kiinnityspisteiden sijainnista olemassa olevassa moottorissa. Asenna moottorin ylätuki.


8. Suuntaa-kuvan ylälinkki.
Rinnakkaisohjelman ylävarsi on myös valmistettu valssatusta alumiinista. Ehdotetussa mallissa käytettiin esimerkiksi H-muotoista alumiiniprofiilia (12 x 16 mm). Merkitse ylävarsi työkappale. Siirrämme etäisyyden valmistetun alavarsien kiinnitysreikien akseleiden välillä ylävarsien työkappaleeseen. Poraa merkinnät reikiä. Ylävarsin työkappaleen pituus on toivottavaa kaksinkertaistaa suhteessa lenkin työkoon kanssa. Käytämme profiilin vapaata päätä poran syöttökahvana, mikä vähentää käden voimaa puoleen. Määrä muoviputkea voidaan laittaa tähän työkappaleen osaan.
Asennusreikien akselien välinen etäisyys ja niiden sijainti moottorituilla, siirrämme jousitusalustaan. Toisin sanoen valmistetussa rinnakkaissuunnitelmassa linjojen, jotka yhdistävät moottorin kiinnikkeissä olevien kiinnitysreikien akselit ja jousituksen pohjan, on oltava yhtä suuret ja yhdensuuntaiset.
Tämän ehdon täyttämiseksi valmistetussa konesuunnittelussa osa profiilista leikataan jousituksen perusteella (yläosa).

9. Niveletyn suuntakuvan kokoonpano - rhboboid.
Kokoonpanomme rhboboid, asenna se telineeseen ja tarkista mekanismi toiminnassa.
10. Mekanismin tarkkuuden hallinta
suorakulmaisuuden

porat, joiden isku on 10 mm

kuormitettuna.
