

Joissain vaiheissa saatat tarvita tiettyjä työkaluja tai koneita tiettyjen mallien luomiseksi. Esimerkiksi putken tai profiilin saamiseksi tietty muoto, ts. Muotoa on tarpeen muuttaa. Tällaiseen toimintaan tarvitaan kone, joka auttaa selviytymään tästä työstä.
Joten YouTube-kanavan kirjoittajalla Yuri Serbinillä oli sellainen tarve. Siksi hän kootti tarpeisiinsa koneen, joka taivuttaa profiiliputkia. Tämän profiilin taivutuskoneen suunnittelu on melko yksinkertainen valmistaa, vaikeudet voivat johtua vain tarpeesta löytää kääntäjä joidenkin yksityiskohtien hiomiseksi. Jos käytössäsi on sorvi tai sorvi, valmistuksessa ei pitäisi olla mitään ongelmia.
Työkalu, jota ohjattu toiminto käytti työskennellessään:
Hitsauskone
-USHM (bulgaria),
-drel,
- magneettiset pidikkeet.
Kirjailija otti suurimman osan koneen valmistukseen tarvittavasta materiaalista omakseen autotalli. Vanhoja kulmia ja muita rautapalasia käytettiin. Aluksi kirjoittaja perustaa tulevan profiilin taivutuskoneen. Tätä varten hän ottaa kaksi kulmaa, joiden koko on 60x40 mm, ja hitsaa ne yhteen. Seuraavaksi sahataan koon 35x35 kulmasta keskimmäisen telan telineen työkappaleet, jotka taipuvat taivutettua osaa. Kummankin kulman toisella puolella yksi seinä on sahattu siten, että se sopii tiukasti pohjaan hitsauksen aikana. Nämä osat asetetaan jalustalle, tarkistetaan kulman tasaisuuden suhteen ja hitsataan.



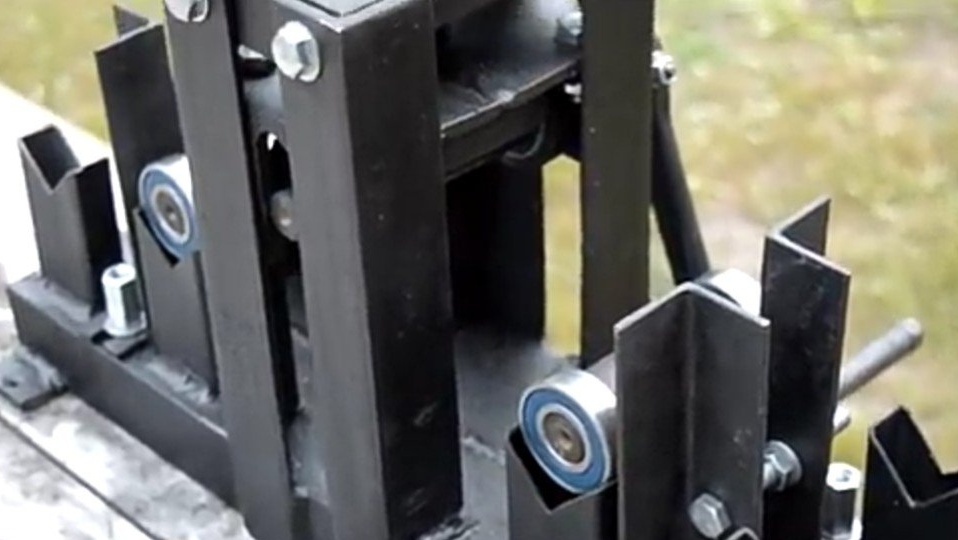
Seuraava vaihe on tehdä alusta kääntyvälle telalle. Kaksi kulmaa, 60x60, oli kulmassa, joiden seinämiin tehtiin leikkauksia, jotka vastaavat keskimmäisen telan telineiden välisiä etäisyyksiä. Nämä osat on hitsattu. Sitten, myös kulmista, sovittamalla ne tukipylväiden sisäiseen kokoon, luodaan kansi, jonka keskelle porataan reikä kierteitetylle tangolle. Korkea mutteri on hitsattu siihen. Sitten osa työnnetään telineisiin siten, että sen reunat ovat samalla tasolla tukikulmien reunojen kanssa. Porataan reikiä, joissa lanka katkaistaan.Pultit on kytketty osiin.












Lanka on kierteitetty tapin alapäähän. Tähän päähän kiinnitetään mutteri ja hitsataan. Toiseen mutteriin ja tapin päähän tehdään läpimenevä reikä. Tappiin tehdään reikä siihen osaan, johon rulla asennetaan. Se työnnetään siihen ja reiän päähän, mutteriin, työnnetään. Lukko viedään reikien läpi niin, että se ei leviä pois. Tällä liitoksella tappi pyörii ja nostaa-laskee koneen kiinnitysmekanismia.







Metallitanko otetaan ja aihiot, joihin laakerit asennetaan, katkaistaan.
Lisäksi kirjoittaja jauhaa sorvin avulla telojen päät siten, että laakerit ovat kuluneet niihin. Tällä telalla, joka asennetaan koneen keskiosaan, on pidempi maa-osa. Tämä on välttämätöntä, jotta siihen voidaan laittaa kahva, joka antaa koneelle virtaa. Laitteisiin, jotka on asennettu samaan koneen osaan, kirjoittaja jauhaa suojakotelot, jotka on hitsattu osan kiinnitysosaan.










Tukit leikataan profiiliputkesta 20x40, mutta laakereilla varustetut rullat asennetaan. Profiilit tehdään samanlaisista osista, jotka ovat kärkirakenteen rakenne. Tällaiset osat tarvitsevat 8 kappaletta. Ne on hitsattu alustaan, 4 kappaletta molemmilta puolilta. Niille asennetaan rullat, joita pitkin taivutettu työkappale kulkee. Näiden tukien väliin on asennettu kulmasta tehdyt ohjaimet. Niitä ei hitsata pohjaan, vaan kiinnitetään siihen pulteilla, jotta leveyttä voidaan säätää taivutetun profiilin mukaan. Seuraava vaihe on kahvan ja kiinnityslevyjen asentaminen. Levyt ovat tarpeen koneen jäykäksi kiinnittämiseksi pintaan niin, että se on vakaa käytön aikana.

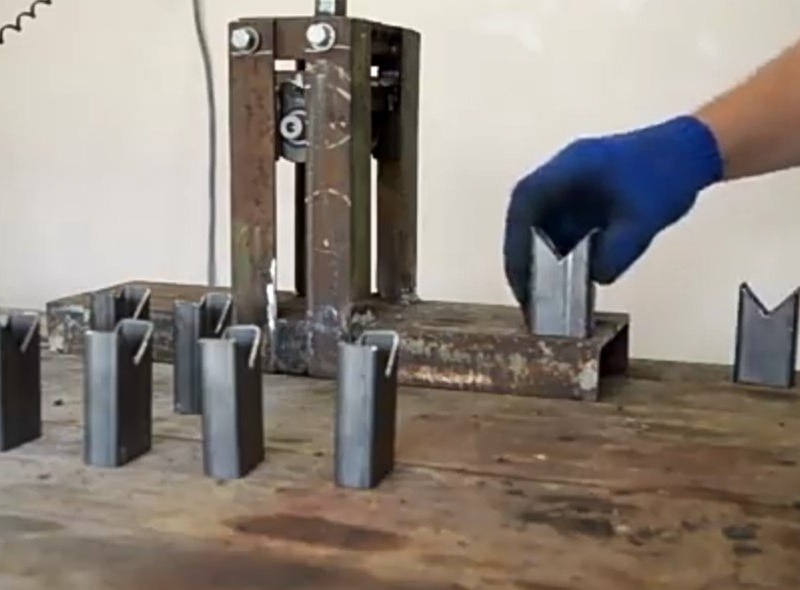










Viimeinen vaihe on maalaus ja suorituskyvyn testaaminen.








Kuten näette, kone selviytyy varmasti tehtävästään.